Уссурийский картонный комбинат может производить:


Гофрокартон прекрасно подходит для упаковки продовольственных и промышленных товаров, так как обладает следующими преимуществами:
- Лёгкость;
- Прочность;
- Экологичность;
- Натуральные
материалы;
- Лёгкость
утилизации гофрокартона. Он быстро разлагается в естественной среде, что
позволяет уменьшить её загрязнение.
- Пластичность.
Листовой гофрокартон достаточно легко меняет форму, поэтому можно использовать
его для упаковки самых различных товаров.
Типы и марки гофрокартона:
Определение марки гофрокартона подробно расписывается в таких стандартах как ГОСТ 52901-2007. В основу марки картона закладываются различные характеристики, например, сопротивление продавливанию, расслаиванию, влажности и торцевому сжатию вдоль гофрированных слоев.
Картон для плоских слоев гофрокартона состоит из двух или более слоев и во всем мире называется "лайнер" (крафт-лайнер - чистоцеллюлозный, тест-лайнер - с использованием вторичного макулатурного сырья), а бумага для гофрирования - "флютинг". Флютинг обычно изготовляют однослойным и подразделяют на два вида - полуцеллюлозный (cemichemical) и макулатурный (recycled). В обоих случаях в состав могут добавляться первичные целлюлозные волокна, в основном хвойные сульфатные.
Классификация, основные параметры и размеры гофрокартона:
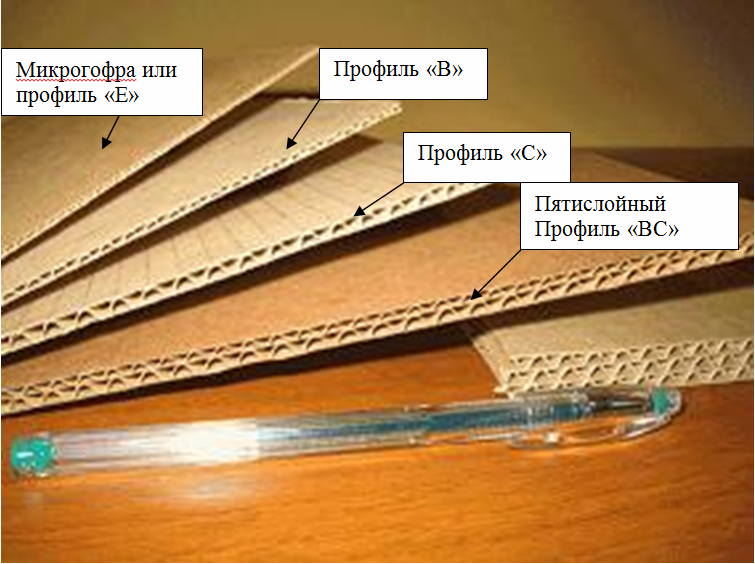
В зависимости от числа слоев гофрированный картон изготовляют следующих типов:
- Д - двухслойный, состоящий из одного плоского и одного гофрированного слоев;
- Т - трехслойный, состоящий из двух плоских и одного гофрированного слоев;
- П - пятислойный, состоящий из трех плоских (двух наружных и одного внутреннего) и двух гофрированных слоев;
- С - семислойный, состоящий из четырех плоских (двух наружных и двух внутренних) и трех гофрированных слоев.
Классы и марки картона:
|
Тип |
Тип |
Марка |
|
Д |
- |
Д |
|
Т |
1 |
Т11, Т12, Т13, Т14, Т15 |
|
2 |
Т21, Т22, Т23, Т24, Т25, Т26, Т27 |
|
|
П |
- |
П31, П32, П33, П34, П35, П36, П37 |
|
С |
- |
С41, С42, С43, С44, С45 |
Картон изготовляют с гофрами типов А, С, В.
Изображение гофра:
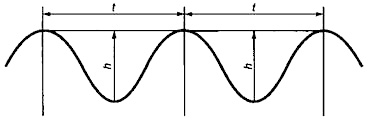
Наименование гофров и их размеры:
|
Тип гофра |
Наименование гофра |
Высота гофра h, мм |
Шаг гофра t, мм |
|
А |
Крупный |
От 4,4 до 5,5 |
От 8,0 до 9,5 |
|
С |
Средний |
» 3,2 » 4,4 |
» 6,5 » 8,0 |
|
В |
Мелкий |
» 2,2 » 3,2 |
» 4,5 » 6,4 |
Типы гофрокартона и способы изготовления:
- типа Д - в рулонах или листах с обрезной и необрезной шириной;
- типов Т, П, С - в листах с необрезной шириной.
Размеры рулонов или листов стандартные,но могут быть согласованы с потребителем.
Предельные отклонения по размерам гофры:
Предельные отклонения по размерам не должны превышать, мм:- по длине листа;
- по ширине листа или рулона.
Косина листа не должна превышать 10 мм на 1 м длины листа картона.
Характеристики:
Картон типов Т, П по показателям качества должен соответствовать нормам, указанным в таблице:
|
Наименование показателя |
Норма для марки |
||||||
|
Класс 2 |
|||||||
|
Т-21 |
Т-22 |
Т-23 |
Т-24 |
Т-25 |
Т-26 |
Т-27 |
|
|
1. Абсолютное сопротивление продавливанию, МПа (кгс/см2), не менее |
0,70
(7,0) |
0,90
(9,0) |
1,10
(11,0) |
1,20
(12,0) |
1,30
(13,0) |
1,50
(15,0) |
1,70
(17,0) |
|
2. Удельное сопротивление разрыву с приложением разрушающего усилия вдоль гофров по линии рилевки после выполнения одного двойного перегиба на 180°, кН/м, не менее |
4 |
6 |
7 |
8 |
9 |
10 |
11 |
|
3. Сопротивление торцевому сжатию вдоль гофров, кН/м, не менее |
2,2
|
3,0 |
3,8 |
4,6 |
5,4 |
6,2 |
7,0 |
|
4. Сопротивление расслаиванию, кН/м, не менее |
0,2 |
0,2 |
0,2 |
0,2 |
0,2 |
0,2 |
0,2 |
|
5. Влажность, % |
6,0-12,0 |
6,0-12,0 |
6,0-12,0 |
6,0-12,0 |
6,0-12,0 |
6,0-12,0 |
6,0-12,0 |
Примечание - Номинальное значение толщины картона в зависимости от толщины картона для плоских слоев и типа гофра устанавливает изготовитель картона.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС:
В настоящий момент технологический процесс выглядит так: - Рулоны картона и бумаги завозятся со склада, и в течение не менее 12 час. происходит процесс их кондиционирования.
- Затем рулоны бумаги и картона устанавливаются на размоточном станке (раскате). Полотно бумаги с раската поступает на нагретые гофрирующие валы , при прохождении между которыми происходит формирование гофров. Может быть два варианта нагрева материала - паровой и электрический. На вершины гофров клеевым валом наносится необходимое количество крахмального или более водостойкого силикатного клея. Картон для плоского слоя через подогреватель подается между гофровалом и гладким прессовым валом. Здесь же происходит соединение полотна картона с гофрированным полотном бумаги и их склеивание. В результате получается двухслойный гофрокартон. Двухслойный гофрокартон подается далее в клеильную машину, где происходит нанесение клея на свободную сторону гофров. Далее гофрокартон совмещается с другим плоским слоем и подается в сушильное устройство. После сушки 3-х слойный гофрокартон проходит охлаждающую часть линии и подается в секцию продольно-поперечной резки, где картон раскраивается и рилюется на необходимый формат.
К назначению трехслойного листового гофрокартона марок Т-21-27 можно отнести изготовление тары и прочих упаковочных средств, которые предназначены для использования в упаковывания продукции, не воспринимающей различные статические нагрузки.